Engine Room where all the machinery is situated is termed as “Power House” of the ship. It has a number of levels comprising different machinery like auxiliary engines or diesel generators, the inert gas plant, fuel and oil pumps, a boiler, fresh water generator, the engine control room, purifiers, waste incinerator, storage tanks and multiple other paraphernalia such as electrical panels at different levels.
All the important machineries on ship are provided with redundancy i.e. backup or standby system. Two similar machines are provided such that one fails other can be used. In case of main engine of ship two main engine are not economical so engine protection system are provided. In case the remote control i.e. Bridge, ECR controls fail or governor of main engine goes faulty. The system can be changed over to the local/emergency maneuvering. Local maneuvering is done at the local station provided on the engine.
In this system all the safeties are bypassed and governor is cut off and the load is adjusted manual from the local station. Only the qualified personal should operate during operation. A headphone is provided at the station connected to the telephone so that instructions from the bridge can be directly available to operate without any delay. If the instructions misunderstood may lead to collision and grounding.
Change over procedure
It can be done with engine in stopped as well as running conditions.
First change from wheelhouse to ECR and ensure both the telegraph and fuel lever are in stop position.
Operate the switch from "ECR to Local".
At the local control stand changeover fuel pump control shaft from local to manual.
Disconnect the governor and the fuel rack is operate manually with help of a cone clutch arrangement or a mechanical lever arrangement provided depending upon the engine type.
A locking pin or clip may be provided as a additional safety.
Operating procedure
After the fuel rack is attached to the manual hand wheel control, wait for the wheelhouse order.
Use headphone so that any order from the wheelhouse is crystal clear.
Respond to the telegraph and give fuel and air to the engine via local control levers.
In case start failure, give extra amount of fuel and air, as now it is controlled manually and the linkage requires more push for the fuel supply.
Once the engine starts follow the telegraph and maintain the speed from local fuel lever and always watch the rpm of engine and careful while following order.
Checks and maintenance
The remote control failure alarm is to be checked regularly.
Local telephone and communication system are to be checked and maintained on the regular basis.
Local telegraph bell and indication lights are to be checked and maintained.
All the gauges should be in working condition must be checked on regular rounds.
All the linkages to be oiled and greased at regular intervals of time.
The safety clip or pins in the cone clutch or any other type of arrangement is to be checked.
Emergency maneuvering drills should be conducted every month.
Used to transport fluids by the conversion of rotational kinetic energy to the hydrodynamic energy of the fluid flow. Centrifugal pump acts as a reverse of an inward radial flow reaction turbine. Flow in the pumps is in the radial outward direction.
Centrifugal pump works on the principal of forced vortex flow which means that when a certain mass of liquid is rotated by an external torque, the rise in pressure head of the rotating liquid takes place. The rise in pressure head at any point of the rotating liquid is proportional to the square of tangential velocity of the liquid at that point.
Rise in pressure head = V2/2g orw2r2/2g
The pump casing guides the liquid from the suction connection to the center, or eye, of the impeller. Material of the casing depends on the type of liquid being handled. For example in case of sea water brass is used and in case of fresh water stainless steel is used. The vanes of the rotating impeller impart a radial and rotary motion to the liquid, forcing it to the outer periphery of the pump casing where it is collected in the outer part of the pump casing called the volute. The volute is a region that expands in cross-sectional area as it wraps around the pump casing. The purpose of the volute is to collect the liquid discharged from the periphery of the impeller at high velocity and gradually cause a reduction in fluid velocity by increasing the flow area. This converts the velocity head to static pressure. The fluid is then discharged from the pump through the discharge connection.
Centrifugal pumps can also be constructed in a manner that results in two distinct volutes, each receiving the liquid that is discharged from a 1800region of the impeller at any given time. Pumps of this type are called double volute pumps(Split volute pumps). In some applications the double volute minimizes radial forces imparted to the shaft and bearings due to imbalances in the pressure around the impeller.
Diffuser
Set of stationary vanes that surround the impeller. The purpose of the diffuser is to increase the efficiency of the centrifugal pump by allowing a more gradual expansion and less turbulent area for the liquid to reduce in velocity. Liquid exiting the impeller will encounter an ever increasing flow area as it passes through the diffuser. this increase in flow area causes a reduction in flow velocity, converting kinetic energy into flow pressure.
Impeller
Impellers of pumps are classified based on the number of points that the liquid can enter the impeller and also on the amount of webbing between the impeller blades.
Single suction or double suction design :- Single-suction impeller allows liquid to enter the center of the blades from only one direction. Double-suction impeller allows liquid to enter the center of the impeller blades from both sides simultaneously.
Why Double entry impeller?
- Low NPSHr
- Balancing of axial thrust is better w.r.t. single entry impeller
Open impeller :- Consists only of the blades attached to a hub. Can handle large amount of suspended solids. These are structurally weak. They are inefficient.
Semi -open impeller :- Circular plates attached to one side of the blades. Can handle small amount of suspended solids. They have average material strength.
Enclosed or Shrouded impeller :- Circular plates attached to both sides of the blades. They have good material strength and are very efficient.
For better understanding of an impeller watch this video
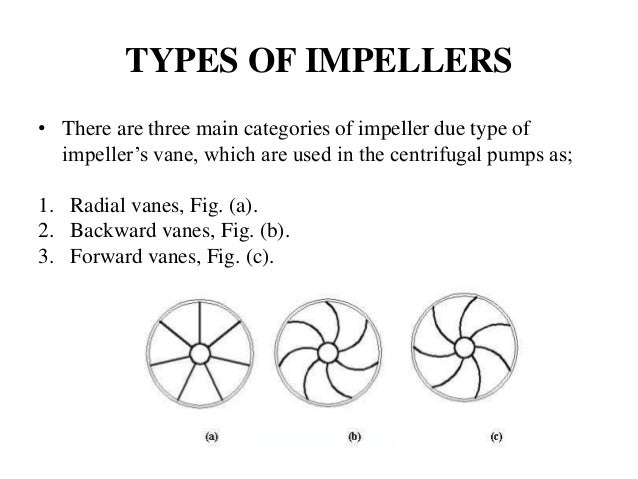
Types of impeller according to curvature of vane design:-
Radial vanes
Backward vanes
Forward vanes
In case of backward vanes it is observed that no stall point is there on its characteristic curves i.e. no point on its characteristic curve on which it cannot be operated.
Forward vanes are used when the fluid concerned is air as in centrifugal fan.
According to the above curve the power requirement increases monotonically with an increase in discharge in the radial and forward vaned centrifugal pump. For backward curved vane centrifugal pump, if the flow rate increase/decrease from the design flow rate contrary to others, the power requirements drops. Hence vanes are curved backwards to prevent overloading.
Due to inertial effect, the liquid which is trapped between the impeller vanes is reluctant to move round with the impeller. This results in difference of pressure force across the vane. Therefore, high pressure developed in the leading side and low pressure on the trailing side. This difference is called vane loading which increases with the number of vane.
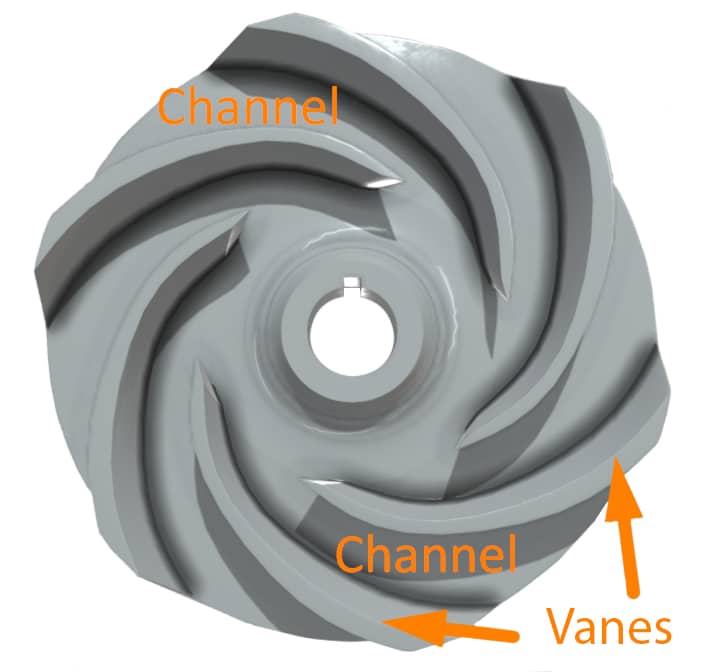
Impeller on the basis of number of blades
5-10 channel- best efficiency- no particle
less than 5 channel flow with particle, eg waste water.
Material of the impeller depends on the type of liquid being handled. For sea water brass is used and for fresh water stainless steel is used. Stainless steel is not used in sea water due to crevice corrosion.
Shaft - Material of the shaft is stainless steel.
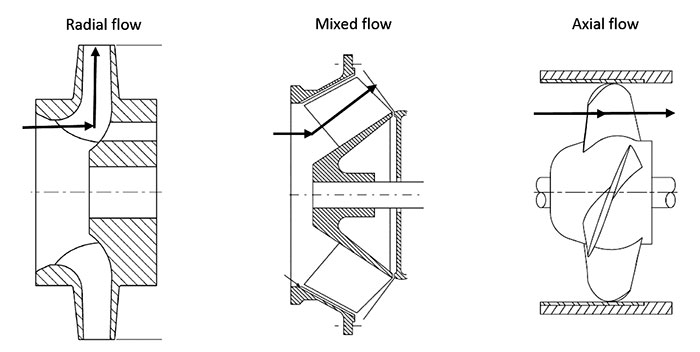
On the basis of flow pump divide as
Radial flow pumps :- Liquid enters at the center of the impeller and is directed out along the impeller blades in a direction at right angles to the pump shaft.
Axial flow pumps :- Impeller pushes the liquid in a direction parallel to the pump shaft. also called propeller pumps because the operate same as propeller of a boat.
Mixed flow pumps :- Borrow characteristics from both radial flow and axial flow pumps. As liquid flows through the impeller of a mixed flow pump, the impeller blades push the liquid out away from the pump shaft and to the pump suction at an angle greater than 900.
Components of Centrifugal pump
Wearing Rings :- Replaceable rings that are attached to the impeller and/or the pump casing to allow a small running clearance between the impeller and the pump casing without causing wear of the actual impeller or pump casing material. These rings are periodically replaced.
Stuffing Box :- Simplest type of shaft seal. Cylindrical space in the pump casing surrounding the shaft. Rings of packing material are placed in this space. Packing is material in the form of rings or strands that is placed in the stuffing box to form a seal to control the rate of leakage along the shaft. The packing rings are held in place by a gland. The gland is, in turn, held in place by studs with adjusting nuts. As the adjusting nuts are tightened, they move the gland in and compress the packing. This axial compression causes the packing to expand radially, forming a tight seal between the rotating shaft and the inside wall of the stuffing box. The high speed rotation of the shaft generates a significant amount of heat as it rubs against the packing rings. If no lubrication and cooling are provided to the packing, the temperature of the packing increases to the point where damage occurs to the packing, the pump shaft, and possibly nearby pump bearings. Stuffing boxes are normally designed to allow a small amount of controlled leakage along the shaft to provide lubrication and cooling to the packing. The leakage rate can be adjusted by tightening and loosening the packing gland.
Lantern Ring :- It is a perforated hollow ring located near the center of the packing box that receives relatively cool, clean liquid from either the discharge of the pump or from an external source and distributes the liquid uniformly around the shaft to provide lubrication and cooling. The fluid entering the lantern ring can cool the shaft and packing, lubricate the packing, or seal the joint between the shaft and packing against leakage of air into the pump in the event the pump suction pressure is less than that of the atmosphere.
Mechanical Seal :- It consist of two basic parts, a rotating element attached to the pump shaft and a stationary element attached to the pump casing. Each of these elements has a highly polished sealing surface. The polished faces of the rotating and stationary elements come into contact with each other to form a seal that prevents leakage along the shaft.
Advantages of centrifugal pump:-
Simple and cheap in construction.
No metal to metal fit.
No valves involved in pump operation.
Handle liquid with large amount of solids.
Low maintenance cost.
Disadvantages
Cannot be operated at low capacity.
Cannot be operated at high heads.
Cannot handle highly viscous fluids efficiently greater than 1000 centipoise.
Max efficiency holds over a narrow range of conditions.
Cannot operate if %vol. of dissolved gases is greater than 5%.
Require priming for working.
Suction Head(hs) :- Vertical height of the centre line of the p/p above the water surface in the tank. Also called suction lift.
Delivery head(hd) :- Vertical distance b/w the centre line of the pump and water surafce in the tank to which water is delivered.
Static head(Hs) :- Sum of the suction head and delivery head.
Manometric head (Hm) :- Head against which a centrifugal pump has to work.
Mechanical Efficiency(nm):- The ratio of the power available at the impeller to the power at the shaft of the centrifugal pump.
Manometric Efficiency(nman) :- The ratio of the manometric head to the head imparted by the impeller to the water.
Overall Efficiency(no) :- Ratio of power output of the pump to the power input to the pump.
no = nm x nman
If the pressure rise in the impeller is more than or equal to manometric head, the centrifugal pump will start delivering water.
Pump in series :- to produce high heads
Pump in parallel :- to produce high discharge
Pump characteristics
Shut off head is the max. head that can be developed by a centrifugal pump operating at a set speed.
Pump run out is the max flow that can be developed by a centrifugal pump without damaging the pump.
When the flow rate is increased it also increases the ampere.
Running with discharge valve throttled, then ampere required is less.
For not overloading the pump sometimes we start the centrifugal pump with discharge valve throttled.
Pic credit- ISM Dhanbad
Net Positive Suction Head
The absolute pressure head at the inlet to the pump minus vapor pressure head plus velocity head. The total head required to make the liquid flow through the suction pipe to the pump impeller. It is the measure of the pressure experienced by a fluid at the suction side of the centrifugal pump.
The Net Positive Suction Head Available (NPSHA) is the difference between the pressure at the suction of the pump and the saturation pressure for the liquid being pumped.
The Net Positive Suction Head Required (NPSHR) is the minimum net positive suction head necessary to avoid cavitation.
NPSHA ≥ NPSHR
NPSH = absolute pr head - vapor pr head + velocity head
Pic credit :- Fluid Mechanics & Hydraulic Machines by R. K. Bansal
Applying Bernoulli's equation at the free surface of the liquid in the sump and suction pipe just at the inlet of the pump and taking free surface of the liquid as datum line
Now putting the value of absolute pressure head in the NPSH equation we get
Pic credit :- Fluid Mechanics & Hydraulic Machines by R. K. Bansal
If the tank is getting empty h will reduce so we will have to throttle the discharge for reducing the frictional losses.
When stripping throttle the discharge valve not the suction valve.
Submerge pump in tanks where more volatile substance as vapor pressure is much higher.
On board ship boiler feed water pump kept at lower position so that it doesn't lose suction as temperature rises vapor pressure increases.
For reducing the frictional losses pipe line must be smooth and less number of bends.
Cavitation
The phenomenon of the formation and subsequent collapse of these vapor bubbles known as cavitation.
In centrifugal pumps the cavitation may occur at the inlet of the impeller of the pump or at the suction side of the pumps, where the pressure is considerably reduced.
In order to to determine whether cavitation will occur in any portion of the suction side of the pump, the critical value of Thomas's cavitation (σ)is calculated.
If the value of σis less than the critical value σc, then cavitation will occur in the pumps.
Indications of cavitation
Noise - sound like a can of marble being shaken.
From remote operation- fluctuating discharge pressure , flow rate and pump motor current.
Causes of cavitation
Drop in pressure at the suction due to low NPSHa.
Increase of the pressure of the pumped liquid.
Increase in the fluid velocity at pump suction - caused by higher flow rates than the design case.
Reduction of the flow at pump suction.
Undesirable flow conditions caused by obstructions or sharp elbows in the suction pipe.
Pump not selected properly. -- NPSHr > NPSHa
Preventing cavitation
Increase the pressure at the suction of the pump.
Decreasing the temp. - large steam condensers usually sub cool the condensate to less than the saturation temp. called condensate depression, to prevent cavitation in the condensate pumps.
Increase the suction pipe diameter.
Reducing the number of elbow, valves and fitting in the pipe and decreasing the length of the pipe i.e. reduce head losses in the pump suction piping.
NPSHr of a pump increases significantly as flow rate through the pump increases. So reducing the flow rate through a pump by throttling a discharge valve decreases NPSHr.
NPSHr also depend upon pump speed. The faster the impeller rotates, greater the NPSHr.
Checking of alignment in centrifugal pump
Horizontal misalignment - check with the help of tri square
Angular misalignment - we use dial gauge (put dial gauge on the coupling of the motor and its pin on the pump coupling side and rotate it and then record the deflection on the dial gauge) or we can measure distance between the flanges.
Gas Binding
Condition where the pump casing is filled with gases or vapors to the point where the impeller is no longer able to contact enough fluid to function correctly.
Detection of pump problem during operation
Pump fails to start pumping.
p/p may not be properly primed.
suction lift and delivery head too high.
too low speed.
wrong direction of p/p rotation.
clogging of impeller or strainer or suction line.
Pump working but not upto capacity and pressure.
air leakage into p/p.
too low speed.
wrong direction of pump rotation.
partial clogging of impeller.
small impeller diameter.
discharge head higher than anticipated.
insufficient suction head in case of hot or volatile liquid being pumped.
Pump takes too much of power
too high speed.
wrong direction of p/p rotation.
p/p delivers too much liquid at too low head.
shaft is bent, impeller rubs on the casing.
too high specific gravity of the liquid being pumped.
cavitation
too tight packing and lack of lubrication.
Pumps gets overheated
rubbing b/w stationary and moving elements.
lack of lubrication.
very high impeller speed.
mechanical defects such as worn out rings, bent shaft, worn out bearings, bearings not greased properly.
Noisy operation and pump vibration
cavitation.
misalignment of pump shaft.
worn out bearings.
improper foundation.
rubbing action b/w stationary and moving elements.
Reference:- Fluid Mechanics & Hydraulic Machines by R. K. Bansal, US Department Of Energy Fundamentals Handbook Mechanical Science, Department of Mechanical Engineering Indian School of Mines Dhanbad by Dr. Shibayan Sarkar and Author's experience
Auxiliary Engine are used on board ship to generate electricity for all the auxiliary equipment in the engine room, navigational equipment, cranes, domestic use like lighting, galley hot plate, etc.
Starting a generator:-
Direct starting type
Air motor starting type
Pic credit:- Daihatsu Manual
Ways to start a generator:-
Local starting- Starting generator from the local station.
Remote Starting- Remote starting from the control room.
Auto starting- When one generator fails/trips other generator on auto standby automatically starts and takes the load.
Checks before starting the generator:-
Check the starting air line.
Check the lub oil level from the dip stick.
Check the cooling water valves, F.O. valves and pressure.
Check F.O. line i.e. H.F.O. inlet to H.F.O. outlet and if D.O. starting then D.O. inlet to D.O. outlet.
Check for any leakage present.
Check for turning gear/ turning bar safety switch in the required position i.e. no interlock is active.
Check the governor oil level.
If indicator valve is present always blow through the engine before starting.
Checks after starting:-
Engine RPM.
Abnormal sound.
Pressure readings.
Exhaust temperature readings.
Lub oil level.
Gas leakage.
Leakage and loosening of each part.
After starting the generator, first run the engine on no load condition such that the jacket cooling water and lubricating oil temperature has increased. Then generator should be taken on load. After taking on load gradually increase the load.
Switching between the fuels during running:
Some generators requires D.O. as a fuel for starting and warming up, then after attaining the required temperature they are switched back to H.F.O. for running. And in such generators before stopping/shutting down H.F.O. is changed back to D.O.. Care must be taken during switching/changeover operation.
Change over switch
How to take on load?
Auto mode :- When in auto mode generator automatically comes on load starts sharing the load.
Manual mode :- When in manual mode first we follow these steps
Check the generator control is in remote control.
After that check the voltage of the incoming generator.
Then switch on the synchroscope.
Check the movement of the needle/light/pointer moving in clockwise or anticlockwise direction.
Clockwise direction means running faster i.e. frequency is higher and anticlockwise means running slow i.e. frequency is lower.
Now Frequency and phase must match so that generators can run in parallel.
Frequency controller or governor controller is used to control the frequency and thus the when the pointer in the synchroscope moves slowly in clockwise direction and crosses 11 o' clock then breaker is pressed.
When pointer is moving slowly clockwise direction and reaches 12 o' clock indicates that the incoming generator and the bus voltages are in phase i.e. synchronism.
Thus generator is on load i.e. running parallel.
Now they share the load and if load sharing is in "Auto" then generators will share the load equally, if in "Manual" then the load on the generators is set accordingly.
Always check the parameters during the full operation.
How to remove from the load :-
First put the load sharing in manual mode.
Transfer the load on the other generator.
When the KW on the generator which has to removed from load reaches to almost zero but not zero so that reverse power trip is not activated, then generator is offloaded by opening ACB.
How to Stop the generator :-
After taking generator off load, generator can be stopped from the ECR by pressing the stop button.
It must be noted that if before stopping change over is required the fuel must be changed over from H.F.O. to D.O. before off loading. After the complete change over has been done then only the generator must be stopped.
Preparation before any maintenance work :-
Take generator in local control.
Put "Men At Work" sign in the ECR.
From local panel put lever in stop position.
Close starting air valve.
Close fuel oil, cooling water inlet and outlet valves.
Open the cooling water drain valve to drain the jacket water.
Open the indicator cock if present.
Removal of Cylinder Head
Remove all the covers.
Put the piston in TDC/ Top position.
Remove all the piping around the cylinder head.
Remove the F.O. high pressure joint and inlet connector, and extract the fuel injection valve.
Remove the exhaust manifold mounting bolt.
Take out the rocker arm device by loosening the mounting nut.
Extract the valve retainer tee and push rod.
Using the hydraulic jack(Applied pressure must be according to the "Manufacturer Instruction Manual"), remove the cylinder head mounting nut.
On the upper surface of the head mount the cylinder head suspending implement. Suspend the head using chain block and wire rope.
Cover the cylinder liner and intake duct and remove the cylinder head gasket.
When lowering down the cylinder head care must be taken so that no scratch comes on the lower surface of the cylinder head.
Cylinder Head
Inspection and maintenance of cylinder head
1. Body:-
First remove the parts like inlet and outlet valves, also starting valve, indicator and safety valve if present,
Inspect the condition of the carbon deposit on the combustion surface, inlet and exhaust port.
After the inspection, clean the surface and check for corrosion. Also performance color test on surface for cracks.
Perform the water leak test at specified pressure.
2. Intake and exhaust valve guides:-
Inspect the valve guide for corrosion and
measure the inner diameter and record the data.
In case of replacement of the guide:-
First remove the valve guide with the help of
round bar, and strike out the guide with a hammer.
Fit the new valve guide by means of cold fitting.
3. Inlet and exhaust valve seat:-
Inlet valve seat
Inspect the valve guide for corrosion and
measure the inner diameter and record the data.
In case of replacement of the guide:-
First remove the valve by performing the padded
welding on the inner surface of the valve seat and quench it with water. Now the
seat will contract and will be removed easily.
Fit the new valve seat by means of cold fitting.
Exhaust valve seat
Inspect the valve guide for corrosion and measure the inner diameter and record the data.
In case of replacement of the guide:-
First remove the valve by performing the padded welding on the inner surface of the valve seat and quench it with water. Now the seat will contract and will be removed easily.
Fit the new valve seat with new O- Ring by the means of cold fitting.
4. Inlet and exhaust valve
For assembly and disassembly special tool is provided by the manufacture.
After taking out the valves inspect the following:-
corrosion of valve head area.
corrosion or bending of valve stem area.
pitching or blow out of valve seat area.
contact condition of valve seat and valve stem area.
crack or corrosion of valve spring, cracks can be found by performing color test.
Measurement of valve stem
Measure stem area of inlet and exhaust valve.
Clearance between the stem area and valve guide.
Measurement of valve seat and valve head thickness.
Facing up/ lapping of inlet and exhaust valves.
5. Valve rotator
Disconnect the circlip and disassemble the parts.
After washing the parts carefully inspect them and replace if necessary.
Assemble in the reverse order.
Pic credit:- Daihatsu Manual
6. Starting valve - if present
Disassembly
Remove the starting valve cover and extract the starting valve assembly from cylinder head.
Extract the spilt pin, nut and starting valve.
Remove the starting valve piston and spring.
Inspection and maintenance
Clean the individual parts.
Check the sticking of the starting valve and starting valve piston and the leak of gas from the seat area.
Corrosion or scratch of the spring.
Assembly
Reverse order of disassembly.
7. Rocker arm
Disassembly
Loosen the nut and disconnect the rocker arm device assembly.
Remove the valve retainer tee.
Remove the snap rings at both the ends of the rocker arm shaft and disconnect the rocker arm and of intake and exhaust valves.
Inspection and maintenance
Clean the individual parts.
Measure the clearance and beyond limit then replace.
Check the contact conditions of the valve retainer tee and valve retainer guide.
Check for bend and scratch on the surface.
Assembly
Reverse order as of disassembly.
Mounting of Cylinder head
It should be done in the reverse order of disassembly
NOTE - Always refer the manual before performing the job and tight according to the specified torque in the "Manufacture Instruction Manual".
For the inspection and maintenance of the Piston, Piston rings, Liner, Connecting rod, Main bearing, Crankshaft, Camshaft, Timing gear, Valve operating device, Governor, Air cooler, Lubricating oil cooler, Fresh water cooler, Turbocharger, Fuel pump, Cooling water pump and Lubricating pump always refer the "Manufacture Instruction Manual".
Pic credit:- MAN Manual
Thrust Bearing
It is mounted on the front and rear surface of the main bearing(flywheel side)
Crankcase And Camcase inspection and Crankshaft deflection
Preparation
Stop the generator and put the control in local.
Put Men At work tag.
Air starting valve closed.
Indicator cock open. If present.
Turning gear engaged.
When the generator is stopped, After some time stop the pre lub pump and let it cool down before the inspection.
Wear proper PPE and use safety lamps and torches.
Always prepare the necessary permit and SJA before starting the job and conduct a tool box talk with personal involved in the job.
Inspection
First open all the crankcase door and check the gasket for wear.
Visual inspection of the crankcase walls, crankshaft and lub oil.
For lub oil its color in important if it is black means blow past in unit.
Check the smell of the lub oil.
Test the lub oil in lub oil testing kit.
Touch the lub oil feel the sludge content, also check the flow of the oil.
Check the inside of the liner with the help of torch for scoring marks and cracks.
Inspect the Connecting rod floating.
Take the main bearing and con rod bearing clearance.
Check for hot spot on the surface.
Condition of the crankpin.
Condition of the main bearing bolt and con rod bolts.
Check the balancing weight arrangement.
Check the crankcase relief doors.
Check for the slip of web.
check for any signs of wiped bearing.
Always check for jacket cooling water leakage.
Deflection of crankshaft
It varies according to the temperature so it should be taken when the engine is in cold condition.
Before measurement check the deflection gauge by pushing the contact piece with hand then contact piece and the dial should return to original position correctly.
For measuring and calculating the deflection always refer the "Manufacturer Instruction Manual".
Camcase inspection
Check
Roller Path of Cams
While
turning the engine, examine the cam discs and in particular, check the rollers
of cam and guide for cracks, crackles and ruffle.
Cleaning Filters
Fuel oil and lub oil filters remove foreign matters or sludge in oil and keeping the oil clean, and maintaining the normal operation of the various parts of the engine. For maintaining the capability of filters it must be periodically overhaul and cleaned.
Notch type duplex filters, Auto-backwash filter, Cartridge filters and centrifugal bypass filters are fitted.
Performance of the engine
It is taken at about 90% of the engine load and compared with the shop trial data. For measuring the performance maximum combustion pressure is taken i.e. Pmax. We get the Pmax with the help of indicator which is installed on the indicator valve and thus the Pmax is calculated. Now all the data like load(%), engine room temperature, HT and LT temperature and pressure, L.O. temperature and pressure, fuel oil temperature and pressure, charge air pressure and temperature, exhaust gas temperature of individual unit and T/C, governor index, power, voltage, current and power factor are recorded in the performance check sheet provided.
Auto stop/ Trip
Lub oil low pressure at engine inlet.
HT jacket cooling water high temperature.
Overspeed trip.
Failure of engine speed sensor.
Lambda controller and jet assist
Lambda controller is used to control the excess
fuel injection in the combustion chamber of a marine engine when there is a
change in the engine load i.e. during a momentary increase in the engine load.
A jet assist system installed on the compressor casing can effectively
reduce turbocharger lag. This jet assist system is useful to improve the acceleration
performance of the turbocharger. Therefore, the application of a jet assist system in turbocharged engines prevents engine stalls and
reduces smoke.
Cooling water and Lub oil system
Both can be understood by looking into the flow line diagram.
Pic credit:- Daihatsu Manual
Seal Pot
Provided in the middle of the fuel oil pressure gauge piping in case using "Heavy Fuel Oil" and filled with ethylene glycol to replace the pressure, so that the pressure gauge can be prevented from malfunction due to sticking of fuel oil in cold condition.
Pedestal Flange sleeve
Sleeve bearings are flange-mounted on the end-shield. With its excellent quality and performance it can withstand high level of vibration.
highly suitable for static, radial and axial dynamic load.
high speed application.
Since split type easy to maintain.
Combustion condition
Pic credit:- MAN Manual
Reference:- Daihatsu Manual, MAN Manual and Author's experience
Inspection provides useful information
about the condition of cylinders, pistons and rings, at low expense. It consists
of visually examining the piston, the rings and the lower part of the cylinder
liner, directly through the scavenge air ports. To reduce the risk of scavenge box fire,
remove any oil sludge and carbon deposits in the scavenge air box and receiver
in connection with the inspection.
The port inspection should be carried
out at the first stop after a long voyage, e.g. by anchoring if possible, to obtain the
most reliable result with regard to the effectiveness and sufficiency of the
cylinder lubrication and the combustion cycle (complete or incomplete).
A
misleading result may be obtained if the port inspection is carried out after
arrival at harbour, since manoeuvring to the quay and low-load running, e.g
river or canal passage, requires increased cylinder oil dosage, i.e the
cylinders are excessively lubricated.
During low load, the combustion cycle
might not be as effective and complete as expected, due to the actual fuel oil
qualities and service (running) condition of the fuel injection equipment.
Preparations:-
Make
sure that vessel as necessary permission from port authorities or bridge for
main engine immobilization. Take control of the main engine to ECR. Put aux
blowers on manual.
Block the starting air supply to the main
starting valve.
Open the indicator valves. Engage the turning
gear.
Make
sure engine is sufficiently cool before opening up the scavenge space door and
under piston door.
Complete all the paper work i.e. enclosed space
permit, cold work permit, tool box talk and safe job analysis.
Remove the inspection covers on the camshaft
side of the cylinder frame, and clean the openings. Remove the cover(s) on the
scavenge air receiver.
After opening the door properly ventilate the
space with portable blowers.
Ensure pockets are empty and take in a flashlight, mirror, bucket
of rags, turning gear operating control and a digital camera.
Wear proper PPE.
Scavenge air receiver
Procedure:-
Scavenge port inspections are best carried out
by two men, the most experienced of whom inspect the surfaces, and state his
observations to an assistant, who records them. The assistant also operates the
turning gear.
Keep the cooling water and cooling oil
circulating, so that possible leakages can be detected.
Begin the inspection at the cylinder whose
piston is nearest BDC.
Inspect the piston, rings, and cylinder wall.
Wipe the running surfaces clean with a rag to
ensure correct assessment of the piston ring condition.
Use a powerful lamp to obtain a true impression
of the details.
Record the results.
Measure the total clearance between the piston
rings and the ring grooves.
Continue the inspection at the next cylinder
whose piston is nearest BDC, and so on according to the firing order.
Check the non-return valves (flap
valves/butterfly valves) in the auxiliary blower system for easy movement and
possible damage.
Remove any oil sludge and carbon deposits in the
scavenge air boxes and receiver.
Observation:-
Piston crown condition.
Deposits on the top land and ring land.
Ring breakage.
Ring movement.
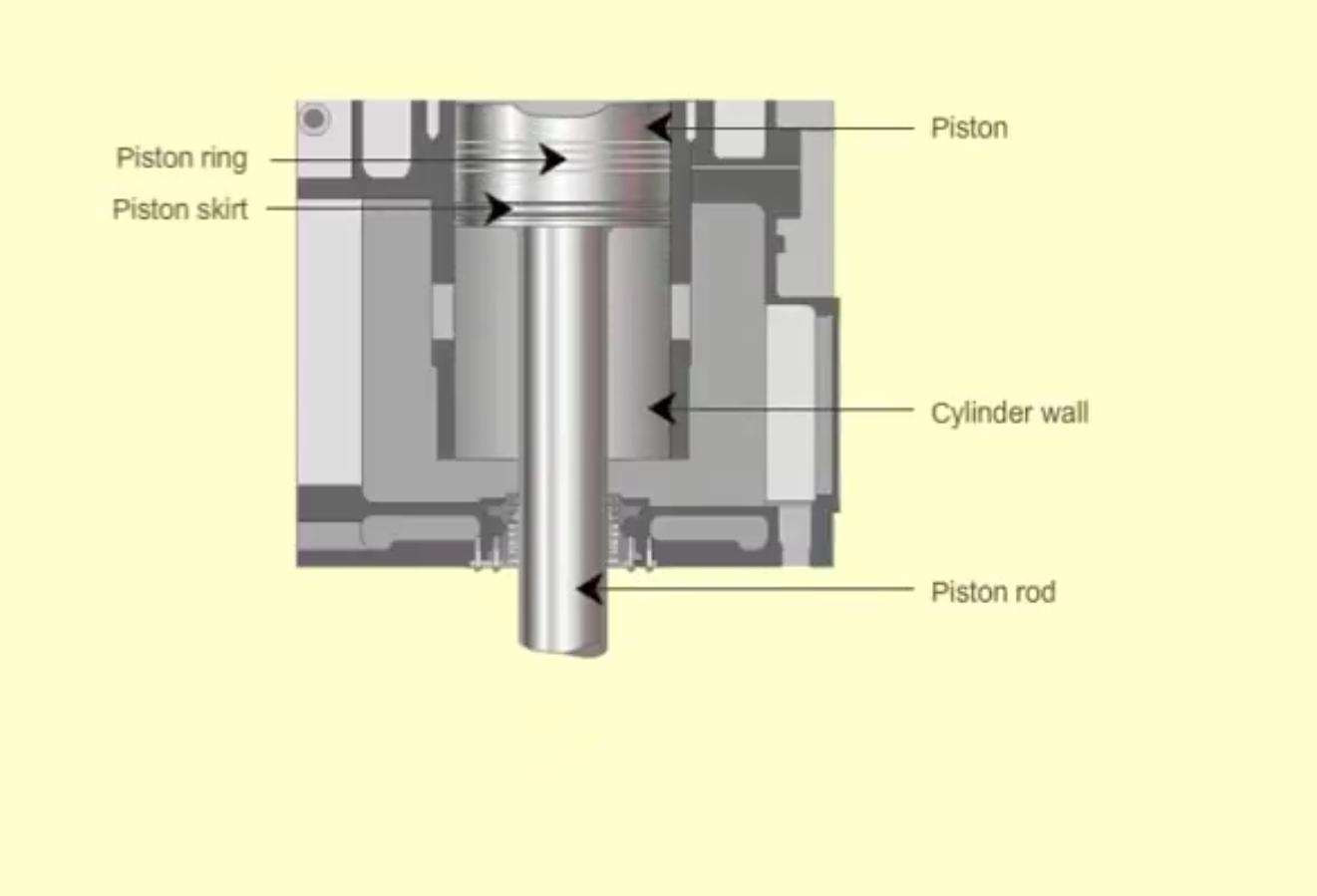
Surface and lubrication condition of cylinder
liner, piston rod, piston ring and piston skirt.
Deposits in the scavenge box and scavenge
receiver.
Check for abrasion on the liner surface form remnants of mechanical
wear, corrosion and combustion.
Condition of the flaps and non-return valves.
Check the scavenge relief valves and temperature probes. Check the
security of grids and plates. Sight auxiliary blower fan impellors.
Pic Credits:- MAN B&W Manual
Pic credits:- marineengineersknowledge.com
Piston Crown
Cylinder Liner
CPR Piston Rings
Under Piston Space
Flaps
About the observation:-
Piston Rings: In good Condition
The rings will move freely in the
grooves and also be well oiled, intact, and not unduly worn. The ring edges will be sharp when the
original rounding’s have been worn away, but
should be without burns.
Piston Rings: Micro-seizure
Dry areas are formed on the cylinder
wall, these areas and the piston ring surfaces will, by frictional interaction,
become finely scuffed and hardened, i.e. the good “mirror surface” will have deteriorated.
A seized surface, which has a
characteristic vertically-striped appearance, will be relatively hard, and may
cause excessive cylinder wear.
Pic credits:- marineengineersknowledge.com
Piston Rings: Scratched
Scratching
is caused by hard abrasive particles originating from the ring itself, or,
usually, from the fuel oil.
Piston Rings: Sticking
The free movement of the rings in the
grooves is essential, and can be checked either by pressing them with a wooden
stick (through the scavenge ports) or by turning
the engine alternately ahead and astern, to check the free vertical movement.
Pic credits:- marineengineersknowledge.com
Piston Rings: Breakage/Collapse
Broken piston rings manifest themselves
during the scavenge port inspection by:
· Lack of “elastic
tension”, when the rings are pressed into the groove by means of a stick.
· Blackish appearance.
· Fractured rings.
· Missing rings.
Piston ring breakage is mostly caused by
a phenomenon known as “collapse”. Collapse occurs if the gas pressure behind
the ring is built up too slowly, and thereby exerts an inadequate outward
pressure. In such a case, the combustion gas can penetrate between the liner
and ring, and violently force the ring inwards, in the groove.
Slow pressure build-up behind the rings
can be due to:
· carbon deposits in the
ring groove,
· too small vertical ring
clearance,
· partial sticking,
· poor sealing between
the ring and the groove floor,
· “clover-leafing” (see below)
· ring-end chamfers (see below)
· too large ring-edge radii, etc.
“Clover-leafing”, is a term used to
describe longitudinal corrosive wear at several
separate
points around the liner circumference.
Pic credits:- marineengineersknowledge.com
Chamfering at the ring ends is unnecessary and detrimental, as
the scavenge ports are dimensioned to avoid “catching” the ring ends.
Piston Rings: Blow-by
Leakage
of combustion gas past the piston rings (blow-by) is a natural consequence of
sticking, collapse or breakage. Blow-by is indicated by black, dry areas on the
rings and also by larger black dry zones on the upper part of the liner wall.
Deposits on Pistons
Usually
some deposits will have accumulated on the side of the piston crown (top land).
Carbon deposits on the ring lands indicate lack of gas sealing at the respective rings.
Lubricating Condition
All
piston rings should show oil at the edges. White or brownish coloured areas may
sometimes be seen on the liner surface. This indicates corrosive wear, usually
from sulphuric acid, and
should not be confused with grey-black areas, which indicates blow-by.
Before closing the scavenge door make sure:-
No personal is left behind.
Responsible person must check for the tools,
rags etc. are not left behind.
Account for all the nuts and bolts.
Use correct tightening sequence and proper gasket to seal the door.
Reference:-
MAN B&W Manual; marineengineeringonline.com; marineengineersknowledge.com